3D nyomtatás
3D nyomtatásról röviden
A 3D nyomtatás a 21. század forradalmian új technológiája. A 3D nyomtatás segítségével háromdimenziós tárgyakat lehet létrehozni térbeli digitális modellekből. Az eljárás lényege, hogy apró részek összeillesztésével, összeragasztásával készít tárgyakat szemben a hagyományos megmunkálással, melynek során egy nagyobb nyers darabról választják le a felesleges anyagot és a megmaradó rész lesz a késztermék.
A 3D nyomtatás története
A 3D nyomtatás
fogalma még 1955-ből ered, két egyetemi hallgató, Jim Bredt és Tim Anderson, nevéhez fűződik, akik egy tintasugaras nyomtatót alakítottak át úgy, hogy az ne tintát fecskendezzen a papírra, hanem egy speciális ragasztóval egymásra épített rétegekkel térbeli objektumot hozzon létre. A szabadalmazott eljárás vezetett a két feltaláló által alapított Z Corporation és az ExOne születéséhez. 1987-ben Chuck Hull szabadalmaztatta a sztereolitográfiás RPT eljárást és megalapította a 3D Systems céget.
A 3D nyomtatás hogyan?
Mindenek előtt egy 3D formátumban lévő modellre lesz szűkségünk,melynek felülete poligonokból áll. Ezt a modellt a nyomtató szeletelőszoftvere (slicer) előkészíti a 3D nyomtatáshoz, melynek során meghatározott vastagságú (rétegvastagság) rétegekre bontja azt. E folyamat részeként állíthatjuk be a kívánt paramétereket mint például felbontást, sebességet, kitöltést, támaszanyagot stb. Az elkészült szeletek tovább bonthatók a nyomtatófej (extruder) legapróbb mozgásaira, melyeket a szoftver egy .gcode formátumú fájlban exportál. Ezt kell eljuttatnunk a nyomtatóba memóriakártya vagy kábel segítségével, a hardver pedig végfrehajtja a .gcode-ba írt parancsokat, mely során felépül modellünk.
A 3D nyomtatás mire jó?
Ha végletekben szeretnénk válaszolni,azt mondhatnánk mindenre. Fantáziánkra van bízva,hogy mit tervezünk meg a 3D tervezőprogramunkban,milyen térbeli elemet 3D scannelünk be és nyomtatunk/nyomtattatunk ki. Legyen ez egy kedvenc háztartási eszközünk alkatrésze vagy egy egyedi berendezés,jármű kiegészítője vagy akár egy még nemlétező dolog. Alapvetően egyedi tárgyak,alkatrészek, prototípusok készítésénél van jelentősége a technológiának,a tévhittel ellentétben tömeggyártás területén nem jelent költséghatékony alternatívát. A megtérülési darabszám (break even quantity) nagyban függ a modell geometriájától,minőségi elvárásaitól,ez a gyakorlatban a pár tucatos nagyságrendtől akár a párezres darabszámig terjedhet.
Otthoni 3D nyomtatás elve
FDM (FFF/FLM/LPD) 3D Nyomtatás Az építés rétegről rétegre történik. Az alapanyag egy thermoplasztikus műanyag (hőre formázható), mely szál formájában (filament) kerül a gépbe, ahol egy fűtött extruderbe jut. Itt a polimer megolvad és a fúvókát már szabályozott térfogatáramú olvadék formájában hagyja el. Maga az extruder mechanikus tengelyeken helyezkedik el, amik a CAD (3D) modell adott rétegének megfelelő pályán vezetik végig a fúvókát.
A Wikipediában további információkat is olvashatunk3D nyomtató
3D filamentek
A 3D nyomtatáshoz (FDM technikával) használt anyagok tulajdonságairól, és a legújabb fejlesztésű nyomtatáshoz használt műanyagokról itt olvashatunk bővebben angol nyelven : 3D filamentekA DIY 3D nyomtató
Nyomtatás közben
Képek a nyomtatóról
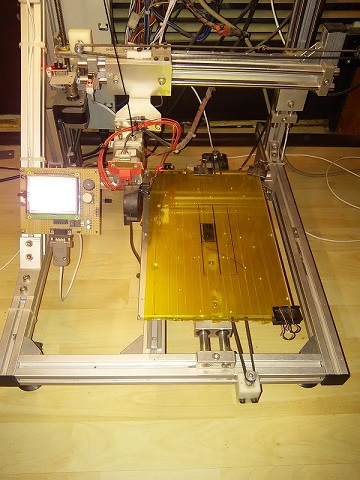
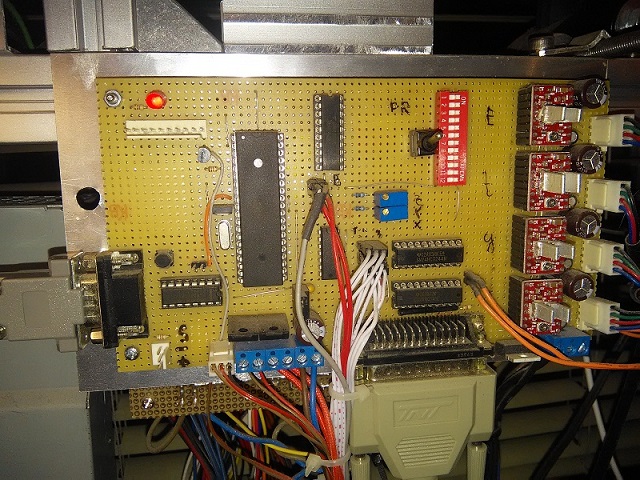
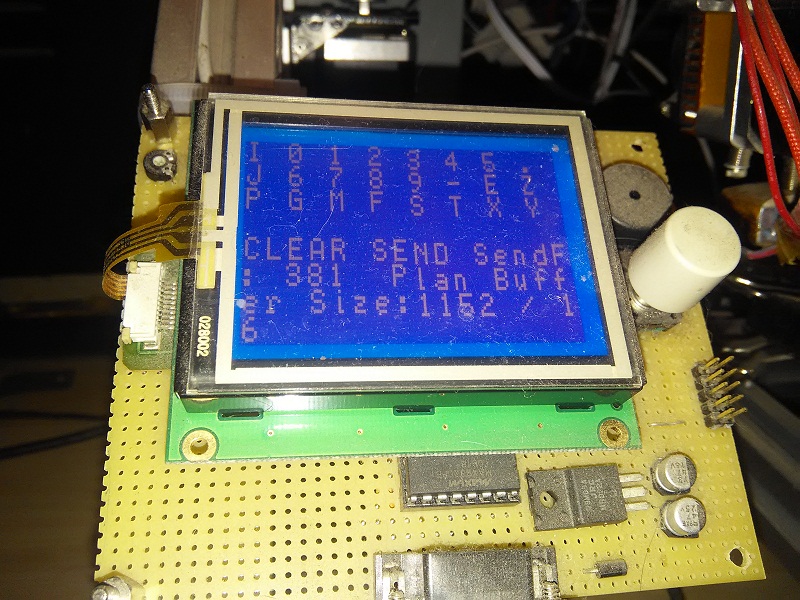
| A 3D printer váza | Vezérlő panel | Touch hyperterminál |
 |
 |
 |
A gép váza 30x30mm profilú alumíniumból készült. A tárgyasztal szintén alumínium lap amit teljesítmény ellenállások segítségével tudunk felfűteni maximum 115C fokra, a fűtés teljesítménye 250W ami meghaladja a gyári nyomtatókét is, ezáltal HIPS anyagot is tudunk nyomtatni biztos letapadással a magas hőmérséklet miatt. Nyomtatás esetén a következő réteg hőálló bórszilikát üveg, majd capton fólia.
A nyomtatómmal készült tárgyak
VR sisakhoz ventillátor tartó amely a telefont hűti.
A következő tárgyak egy része erről a WEB oldalról Thingiverse lettek letöltve és kinyomtatva, innem szabadon tölthetünk le rengeteg megrajzolt tárgyat, ugyanis a 3D tervező programok, például solidworks, solid edge nem ingyenes, elég drága és a használatukat is meg kell tanulni.








Fémöntés
Házilag még fémet nem tudunk nyomtatni, bár már vannak rá ipari módszerek.
Lézeres, fémporos 3D nyomtatás
Köztes megoldásként a fém öntés jöhet szóba, főleg az alacsony olvadáspontú ötvözetek, például, ón, alumínium, alu-cink ötvözet (spiáter).
Fém öntési kísérlet 3D modell alapján az úgynevezett lost PLA módszer alapján.











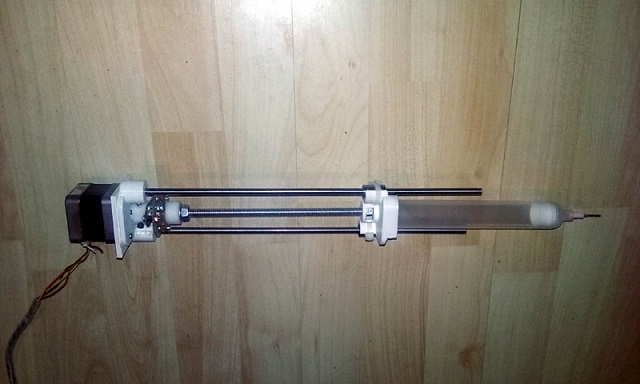
Multifunkcios kivitel
A mechanika és az elektronika kialakítása olyan hogy nem csak nyomtatni tudunk a géppel, hanem a nyomtató fej levétele és egyéb feltétekkel tudunk, most is készíteni, fába , NYÁK lemezbe, műanyagba marni, fúrni, gravírozni, kék lézerrel fába gravírozni, tollal, vagy filccel rajzolni, az elektronika kialakítása olyan hogy a motor driverek:
Videók
Lássuk mik készültek eddig.
Ami még ki sem lett próbálva
Ezzel például kerámia pasztát lehetne nyomtatni, majd később kiégetni, kemencében, de a technológia még gyerekcipőben jár, de vannak rá próbálkozások.
Kerámia nyomtatás